Défauts d’impression 3D : Les identifier et les corriger
Introduction
L’impression 3D, technologie révolutionnaire, permet de créer des objets physiques à partir de modèles numériques. Cependant, comme tout processus de fabrication, l’impression 3D peut être sujette à des défauts qui peuvent affecter la qualité et la fonctionnalité des pièces imprimées. Identifier et corriger ces défauts est essentiel pour optimiser les résultats d’impression et garantir la satisfaction du client.
Défauts courants d’impression 3D
Défauts de surface
- Sous-extrusion : Manque de matière dans les couches, entraînant des surfaces rugueuses et poreuses.
- Sur-extrusion : Excès de matière dans les couches, entraînant des bavures et des déformations.
- Warping : Déformation des pièces pendant le refroidissement, entraînant des bords relevés ou des surfaces ondulées.
Défauts de géométrie
- Déplacement de couche : Décalage des couches pendant l’impression, entraînant des surfaces inégales et des pièces fragiles.
- Retrait : Rétrécissement des pièces après l’impression, entraînant des dimensions inexactes et des fissures.
- Stringing : Formation de fils fins entre les pièces ou les parties en surplomb, entraînant des imperfections esthétiques.
Défauts mécaniques
- Faiblesse : Pièces fragiles ou cassantes en raison d’une mauvaise adhérence des couches ou d’une orientation d’impression inadéquate.
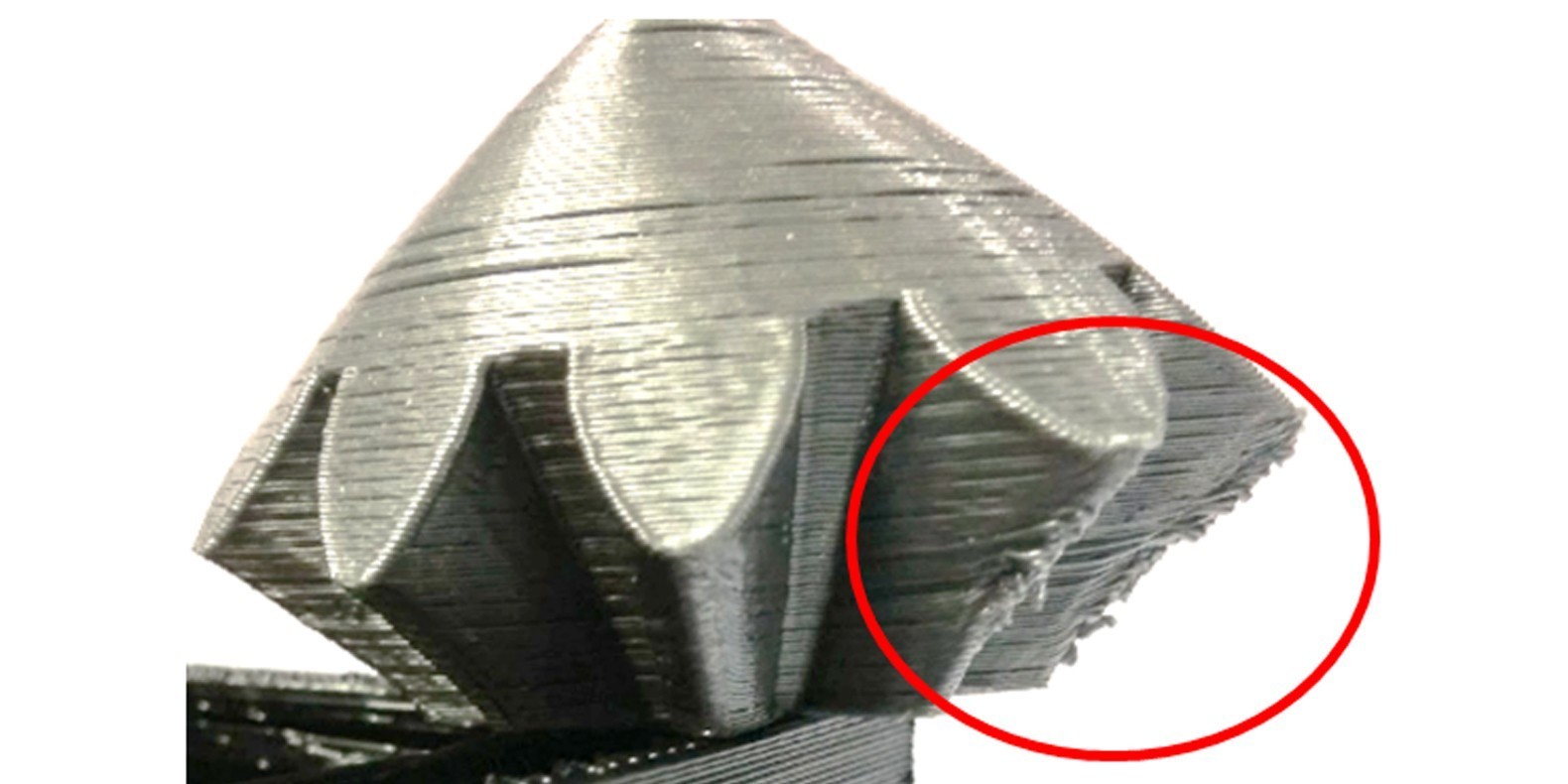
- Délaminage : Séparation des couches, entraînant une défaillance de la pièce.
- Porosité : Présence de bulles d’air dans les pièces, entraînant une réduction de la résistance et de la durabilité.
Identifier les causes des défauts
L’identification des causes des défauts d’impression 3D est essentielle pour trouver des solutions efficaces. Les facteurs suivants peuvent contribuer aux défauts :
- Paramètres d’impression : Température d’extrusion, vitesse d’impression, hauteur de couche.
- Matériau : Type de filament, qualité du filament.
- Imprimante : Précision de la machine, état de la buse.
- Logiciel de tranchage : Paramètres de tranchage, orientation de la pièce.
- Environnement : Température ambiante, humidité.
Corriger les défauts d’impression 3D
Défauts de surface
- Sous-extrusion : Augmenter la température d’extrusion, réduire la vitesse d’impression, vérifier le diamètre du filament.
- Sur-extrusion : Diminuer la température d’extrusion, augmenter la vitesse d’impression, vérifier le débit d’extrusion.
- Warping : Utiliser un plateau chauffant, appliquer un adhésif, réduire la vitesse de refroidissement.
Défauts de géométrie
- Déplacement de couche : Vérifier la tension des courroies, lubrifier les tiges filetées, calibrer l’imprimante.
- Retrait : Utiliser un matériau à faible retrait, orienter la pièce pour minimiser le retrait, utiliser un séchoir à filament.
- Stringing : Réduire la température d’extrusion, augmenter la vitesse de rétraction, utiliser un filament de haute qualité.
Défauts mécaniques
- Faiblesse : Augmenter le remplissage, optimiser l’orientation de la pièce, utiliser des supports pour les parties en surplomb.
- Délaminage : Augmenter la température d’extrusion, utiliser un matériau adhésif, vérifier l’étalonnage de l’imprimante.
- Porosité : Utiliser un filament de haute qualité, sécher le filament avant l’impression, réduire la vitesse d’impression.
Tableau récapitulatif des défauts et des solutions
| Défaut | Causes possibles | Solutions |
|---|---|---|
| Sous-extrusion | Température d’extrusion trop basse, vitesse d’impression trop élevée, filament de petit diamètre | Augmenter la température d’extrusion, réduire la vitesse d’impression, vérifier le diamètre du filament |
| Sur-extrusion | Température d’extrusion trop élevée, vitesse d’impression trop faible, débit d’extrusion trop élevé | Diminuer la température d’extrusion, augmenter la vitesse d’impression, vérifier le débit d’extrusion |
| Warping | Plateau chauffant non utilisé, adhésif insuffisant, vitesse de refroidissement trop élevée | Utiliser un plateau chauffant, appliquer un adhésif, réduire la vitesse de refroidissement |
| Déplacement de couche | Courroies lâches, tiges filetées non lubrifiées, imprimante non calibrée | Vérifier la tension des courroies, lubrifier les tiges filetées, calibrer l’imprimante |
| Retrait | Matériau à fort retrait, orientation de la pièce inadéquate, filament humide | Utiliser un matériau à faible retrait, orienter la pièce pour minimiser le retrait, utiliser un séchoir à filament |
| Stringing | Température d’extrusion trop élevée, vitesse de rétraction trop faible, filament de mauvaise qualité | Réduire la température d’extrusion, augmenter la vitesse de rétraction, utiliser un filament de haute qualité |
| Faiblesse | Remplissage insuffisant, orientation de la pièce inadéquate, supports insuffisants | Augmenter le remplissage, optimiser l’orientation de la pièce, utiliser des supports pour les parties en surplomb |
| Délaminage | Température d’extrusion trop basse, matériau non adhésif, imprimante non calibrée | Augmenter la température d’extrusion, utiliser un matériau adhésif, vérifier l’étalonnage de l’imprimante |
| Porosité | Filament de mauvaise qualité, filament humide, vitesse d’impression trop élevée | Utiliser un filament de haute qualité, sécher le filament avant l’impression, réduire la vitesse d’impression |
Conclusion
Identifier et corriger les défauts d’impression 3D est essentiel pour obtenir des pièces imprimées de haute qualité et fonctionnelles. En comprenant les causes des défauts et en appliquant les solutions appropriées, les utilisateurs peuvent optimiser leurs résultats d’impression et tirer le meilleur parti de leur imprimante 3D. En suivant les conseils décrits dans cet article, les utilisateurs peuvent minimiser les défauts et améliorer considérablement la qualité et la fiabilité de leurs impressions 3D.
Enregistrer un commentaire for "Défauts Impression 3D : Les Identifier Et Les Corriger"